English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 



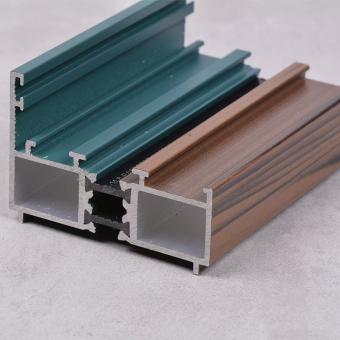
Производственные стандарты, промышленные алюминиевые профили, производимые законными производителями, соответствуют европейскому производственному стандарту системы управления качеством ISO9001. 90% стандартного сырья для промышленных алюминиевых профилей на рынке имеют марки 6063-75. 6063 относится к номерному знаку из алюминиевого сплава, 775 — это классификационный знак термообработки, и он искусственно состарен после охлаждения при температуре формования. Стандартная ширина пазов для промышленных алюминиевых профилей разделена на пазы 6, 8 и 10, которые необходимо выбирать в соответствии с вашими потребностями в установке. Следует отметить, что внутреннюю фурнитуру необходимо выбирать в соответствии с шириной паза профиля, в противном случае могут возникнуть ситуации, когда фурнитура не может быть вставлена или после установки выпадет. Стандартный размер материала, выпускаемого производителями алюминиевого профиля на рынке, составляет 6,02 метра, поэтому его можно свободно резать в пределах 6 метров. Если вам нужна длина более 6 метров, производить ее нужно регулярно. Допуск на резку у большинства производителей на рынке составляет плюс-минус 0,5 миллиметра. Потери при резке. Производители, которые ценят качество, обычно перед резкой обрезают нож с обоих концов материала, чтобы обеспечить вертикальность и ровность режущей поверхности. Головка, хвостик отрезанного материала и алюминиевая проволока, образующиеся во время резки, обычно называются потерями при резке.
Читать далее
Эта выставка представляет собой международную торговую выставку, посвященную строительным материалам, системам отопления, вентиляции и кондиционирования воздуха, дверям и окнам, полам, а также солнечному стеклу и алюминиевым материалам. Организатором выставки является ElanExpo, Турецкая выставочная компания. Выставка пропагандируется через журналы, телевидение и т. д. Эффект от проведенных выставок весьма значителен. Строительная индустрия является одним из важных столпов, поддерживающих экономическое развитие Нигерии, а Международная выставка строительства и строительных материалов в Лагосе в Нигерии предоставляет иностранным предприятиям прекрасную возможность изучить нигерийский рынок. На выставочной площади 5000 квадратных метров в выставке приняли участие более 200 экспонентов из 25 стран, включая Китай, Индию, Объединенные Арабские Эмираты, Южную Корею, Саудовскую Аравию, Испанию, Турцию, Германию, Италию, Йемен и другие страны. Во время выставки на стенд пришли многие местные торговцы, чтобы обменяться и провести переговоры. Они выразили большой интерес к сопутствующим продуктам и решениям Guangya, и атмосфера переговоров на месте была оживленной. Благодаря постоянному общению Guangya не только укрепила свое сотрудничество и общение с иностранными клиентами, но также открыла большие перспективы для «глобального выхода» Guangya. В будущем Guangya будет придерживаться постоянного качества и помогать повышать качество и эффективность зарубежного бизнеса.
Читать далее
Проверка качества алюминиевых профилей в основном включает в себя следующие аспекты: 1. Химический состав Химический состав алюминия является одним из важных факторов, влияющих на его эксплуатационные характеристики. Обычно для алюминия требуется, чтобы основным компонентом был алюминий высокой чистоты, содержащий небольшое количество добавленных элементов, таких как медь, марганец, магний, кремний и т. Д., Для корректировки структуры и свойств алюминиевых сплавов. 2. Механические свойства К механическим свойствам алюминиевых материалов относятся предел прочности, предел текучести, удлинение, ударная вязкость и другие показатели, которые связаны с несущей способностью и долговечностью алюминиевых материалов при эксплуатации и являются одними из наиболее часто используемых показателей. 3. Качество поверхности Качество поверхности алюминия является важным показателем для оценки внешнего вида алюминия, в основном включая дефекты, оксидную пленку, цвет и блеск на поверхности алюминия. 4. Точность размеров Точность размеров алюминия является показателем оценки отклонения размеров алюминия, включая прямолинейность, плоскостность, угол, кривизну и т. д. Вышеуказанные показатели составляют основное содержание стандартов качества алюминиевых материалов, а также являются ключевыми моментами, на которые необходимо обращать внимание при производстве и использовании алюминиевых материалов.
Читать далее
В стремлении к экологичному, низкоуглеродному и устойчивому развитию сегодня снижение веса стало важным направлением трансформации и модернизации обрабатывающей промышленности. Промышленные алюминиевые профили, благодаря своим превосходным эксплуатационным характеристикам и широкому применению, играют важную роль «скелета» и «мускулатуры» эпохи лёгких конструкций. Отличная производительность и широкое применение Промышленные алюминиевые профили – это алюминиевые материалы различной формы поперечного сечения, изготовленные из алюминия в качестве основного сырья посредством таких процессов, как плавка, экструзия и обработка поверхности. Они обладают такими преимуществами, как лёгкий вес, высокая прочность, коррозионная стойкость, простота обработки и пригодность к вторичной переработке, и широко используются в: Механическое оборудование: рамы, кронштейны, направляющие и т. д., например, автоматизированные производственные линии, роботы, станки и т. д. Транспорт: используется для кузовов, шасси, салонов и других частей автомобилей, высокоскоростных железных дорог, метро, кораблей и т. д., эффективно снижая вес и повышая топливную экономичность. Электронные приборы: используются для радиаторов, корпусов, кронштейнов и т. д., например, компьютеры, мобильные телефоны, коммуникационное оборудование и т. д. Архитектурный декор: используется для навесных стен, дверей и окон, перегородок, потолков и т. д., красивый и долговечный, энергосберегающий и экологически чистый. Технологические инновации определяют будущее В последние годы, благодаря развитию науки и техники, а также постоянным изменениям рыночного спроса, отрасль промышленного алюминиевого профиля также постоянно внедряет инновации и развивается: Новые материалы: Разработать новые материалы из алюминиевых сплавов с высокой прочностью, высокой вязкостью и коррозионной стойкостью для удовлетворения потребностей различных вариантов применения. Новые процессы: использование передовых технологий экструзии, обработки поверхности и других для повышения качества продукции и эффективности производства. Новые области применения: Расширить применение промышленных алюминиевых профилей в новых областях энергетики, аэрокосмической промышленности, медицинском оборудовании и других, придав новый импульс развитию отрасли. Зелёные и низкоуглеродные, широкие перспективы Производство и применение промышленных алюминиевых профилей, являющихся экологически чистым материалом, пригодным для вторичной переработки, соответствует национальной стратегии экологичного и низкоуглеродного развития. С ускорением тенденции к лёгкости и развитием новых отраслей, производство промышленных алюминиевых профилей станет толчком к технологическим инновациям и модернизации промышленности, а также окажет мощную поддержку высококачественному развитию обрабатывающей промышленности. Промышленные алюминиевые профили, «кости» и «мускулы» эпохи лёгких конструкций, дают мощный импульс развитию всех сфер жизни. Я верю, что в ближайшем будущем пром...
Читать далее
В современной промышленности, благодаря характеристикам алюминия и материалов из алюминиевых сплавов, их применение в авиации, машиностроении, автомобилях, судах и электронной промышленности очень обширно. В промышленном производстве алюминий и алюминиевые сплавы должны пройти ряд процессов обработки и поверхностной обработки, чтобы превратить их в конечный продукт. Во время обработки алюминий и его сплавы подвергаются очистке поверхности, хранению и литью металла, что может привести к локальному почернению и коррозии. В чем причина локальных черных пятен на поверхности алюминия и алюминиевых сплавов ? 1. Использование агрессивных чистящих средств. В процессе обработки поверхности алюминия и алюминиевых сплавов используются высококоррозионные промышленные чистящие средства, вызывающие коррозию поверхности подложки алюминия и алюминиевых сплавов, что приводит к почернению поверхности алюминия. 2. Неразумная среда хранения. Условия хранения алюминия и алюминиевых сплавов неразумны. Алюминий и алюминиевые сплавы хранятся в средах с высокими температурами, соленостью и влажностью. В таких средах алюминий и алюминиевые сплавы склонны к окислению и почернению. 3. Недостаточная очистка. Недостаточная или неочищенная очистка поверхностей из алюминия и алюминиевых сплавов. После литья под давлением и механической обработки алюминий и алюминиевые сплавы не очищаются тщательно от смазочно-охлаждающей жидкости, разделительных смазок, других агрессивных компонентов, пятен и т. д. на поверхности алюминия и алюминиевых сплавов. Эти компоненты длительное время остаются на поверхности алюминия и алюминиевых сплавов, приводя к образованию пятен плесени и локальному чернению. 4.Несвоевременное проведение постобработки Проектирование процесса обработки алюминия и алюминиевых сплавов нецелесообразно. После обработки поверхности, такой как очистка и полировка, алюминий и алюминиевые сплавы не подвергаются своевременной обработке от окисления, что приводит к коррозии, окислению и локальному почернению алюминия и алюминиевых сплавов....
Читать далее
Испытание солевого тумана — распространенный метод, используемый для оценки коррозионной стойкости материалов, включая алюминиевые профили. В ходе этого процесса испытаний алюминиевые профили подвергаются воздействию соленого тумана, чтобы имитировать коррозионные условия, с которыми профили могут столкнуться в реальных условиях. Основная цель испытаний алюминиевых профилей в солевом тумане — оценить их способность противостоять коррозии, что является решающим фактором, определяющим их прочность и долговечность. Подвергая профили воздействию контролируемой среды соляного тумана в течение определенного периода, производители могут оценить, насколько хорошо профили противостоят коррозии, и выявить любые потенциальные недостатки в их защитных покрытиях или обработках поверхности. Испытание в солевом тумане особенно важно для алюминиевых профилей, используемых на открытом воздухе или в морских условиях, где они подвергаются суровым условиям окружающей среды, включая соленую воду и влажность. Проводя эти испытания, производители могут гарантировать, что их алюминиевые профили соответствуют отраслевым стандартам по коррозионной стойкости и качеству, что помогает гарантировать производительность и срок службы продукции.
Читать далее
Guang Ya Aluminium , ведущий производитель алюминиевой продукции, оказал значительное влияние на недавно завершившуюся Кантонскую ярмарку в Гуанчжоу. Компания представила широкий ассортимент высококачественной алюминиевой продукции, включая профили, листы и профили, привлекая внимание многочисленных профессионалов отрасли и покупателей со всего мира. Посетители стенда Guang Ya Aluminium были впечатлены инновационным дизайном компании, передовыми технологиями производства и приверженностью принципам устойчивого развития. Представители Guang Ya Aluminium были готовы предоставить подробную информацию о своей продукции и обсудить потенциальное сотрудничество с заинтересованными сторонами. Присутствие Guang Ya Aluminium на Кантонской ярмарке подчеркнуло позицию компании как ключевого игрока в алюминиевой промышленности. Обладая превосходной репутацией и уделяя особое внимание удовлетворению потребностей клиентов, Guang Ya Aluminium продолжает устанавливать новые стандарты качества и инноваций на рынке. Участие Guang Ya Aluminium в Кантонской ярмарке имело оглушительный успех, еще больше укрепив репутацию компании как надежного поставщика алюминиевой продукции премиум-класса. Отраслевые обозреватели с нетерпением ждут, какие новые достижения Guang Ya Aluminium принесут на рынок в ближайшем будущем.
Читать далее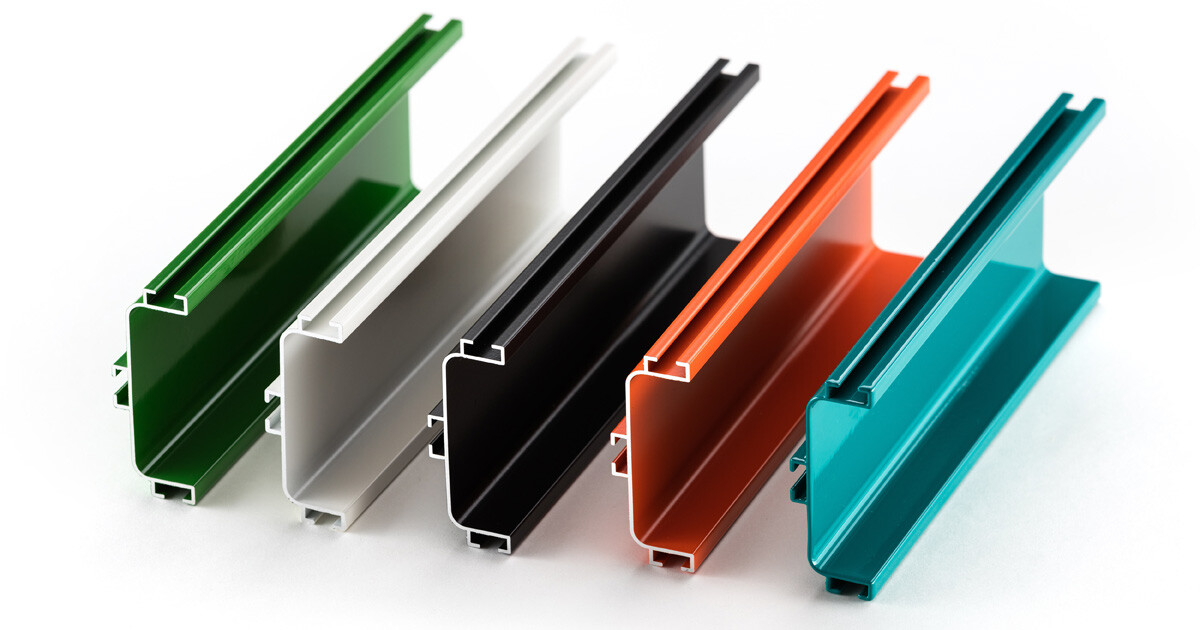
1. Есть швы или плохая сварка. Полые профили из алюминиевого сплава экструдируются с использованием плоскошунтирующей комбинированной матрицы. Металл проходит процесс шунтирования и сварки, поэтому в полых профилях имеются сварочные линии. Если сварка металла некачественная и появляются зазоры – это дефект. Есть две причины разрыва. Во-первых, шунтовое отверстие и сварочная камера малы, поток металла недостаточен и металл не образует достаточного гидростатического давления в сварочной камере. Изделие плохо сваривается и вытекает из отверстия матрицы, что приводит к сварке изделия. Пробелы; второй вызван избыточной смазкой, а плохая смазка приводит к плохой сварке полых профилей. Первое можно решить путем шлифования или фрезерования, чтобы увеличить шунтовое отверстие и площадь сварочной камеры, а также увеличить поток подачи металла, чтобы металл мог создавать достаточное гидростатическое давление в сварочной камере. Последнее можно решить, используя процесс экструзии без смазки. 2. Стенка профиля из алюминиевого сплава имеет вогнутую или выпуклую дугообразную поверхность. 1) Причина вогнутой дугообразной поверхности стенки полого профиля из алюминиевого сплава: рабочий ремень сердечника формы ниже, чем рабочий ремень нижнего отверстия формы, а эффективная длина рабочего ремня стержня формы слишком коротка. Метод коррекции: поместите проставочное кольцо между сердечником формы и нижней формой так, чтобы рабочий ремень стержня формы находился на той же высоте, что и нижний ремень для калибровки отверстий формы под нагрузкой. При этом такая же толщина уменьшается на выходе из нижней формы. 2) Причины выпуклости стенки полого профиля из алюминиевого сплава: форма использовалась слишком долго, рабочий ремень сердечника формы сильно изношен, появляются канавки и увеличивается сопротивление трению. Медленное течение металла приводит к вздутию стенки полого профиля. Метод коррекции: Если позволяет допуск на толщину стенки профиля, можно напилить или отполировать поверхность рабочего пояса стержня формы для уменьшения сопротивления трения; Если износ рабочей ленты стержня формы серьезный и толщина стенки профиля достигла верхнего отклонения, форму можно предварительно нагреть примерно до 300°C, отремонтировать сваркой форму стержня формы, затем напилить ее до необходимого размера и отполировать. перед использованием; Если рабочий ремень стержня формы не изношен, запилите внешнее препятствие и внутренний застой рабочего ремня стержня формы. Вот и все. 3. Поверхностные полосы на профилях из алюминиевых сплавов. На внешней поверхности экструдированных профилей появляются полосы, которые становятся более заметными после анодирования. Чаще всего этот дефект проявляется на деталях с большими перепадами толщины стенок профиля, приварных частях металла под шунтирующим мостом, а также на тыльной стороне с «ответвлениями» и резьбовыми отверстиями с внутренней стороны. причина: 1) «Ветви» и резьбовые отверстия на внутренней стороне профиля вызывают появление по...
Читать далее
Китайская ярмарка импорта и экспорта (широко известная как Кантонская ярмарка) — одно из крупнейших событий в мировом торговом календаре. С момента своего первого проведения в 1957 году в Гуанчжоу, Китай, выставка, проводимая раз в два года, превратилась в огромную платформу для импорта и экспорта в различных отраслях, демонстрируя продукцию из множества отраслей каждую весну и осень. Спонсорами выступили Министерство торговли Китайской Народной Республики и Народное правительство провинции Гуандун; Китайский центр внешней торговли обеспечивает организационную работу; каждое весеннее и осеннее мероприятие проводится этими подразделениями в Гуанчжоу, а за планирование отвечает Китайский центр внешней торговли. Предстоящая 135-я Кантонская ярмарка станет еще одним важным моментом в ее долгой и славной истории. Выставка, которую планируется провести весной 2024 года в огромном павильоне Кантонской ярмарки в Гуанчжоу, обещает развивать традиции прошлого, поощряя международную торговлю и деловое взаимодействие. Тщательно организованное мероприятие состоит из трех этапов, каждый из которых посвящен определенной отрасли или продукту, чтобы участники могли эффективно ориентироваться и максимизировать свое участие в этом глобальном торговом мероприятии. Наш стенд будет находиться в зале № 12.1, зале № 12.1, все клиенты могут посетить его.
Читать далее


 Поддерживается сеть IPv6
Поддерживается сеть IPv6