English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


1. Есть швы или плохая сварка.
Полые профили из алюминиевого сплава экструдируются с использованием плоскошунтирующей комбинированной матрицы. Металл проходит процесс шунтирования и сварки, поэтому в полых профилях имеются сварочные линии. Если сварка металла некачественная и появляются зазоры – это дефект. Есть две причины разрыва. Во-первых, шунтовое отверстие и сварочная камера малы, поток металла недостаточен и металл не образует достаточного гидростатического давления в сварочной камере. Изделие плохо сваривается и вытекает из отверстия матрицы, что приводит к сварке изделия. Пробелы; второй вызван избыточной смазкой, а плохая смазка приводит к плохой сварке полых профилей. Первое можно решить путем шлифования или фрезерования, чтобы увеличить шунтовое отверстие и площадь сварочной камеры, а также увеличить поток подачи металла, чтобы металл мог создавать достаточное гидростатическое давление в сварочной камере. Последнее можно решить, используя процесс экструзии без смазки.
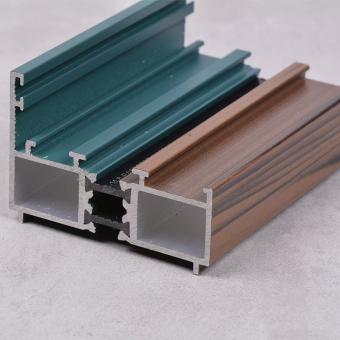
2. Стенка профиля из алюминиевого сплава имеет вогнутую или выпуклую дугообразную поверхность.
1) Причина вогнутой дугообразной поверхности стенки полого профиля из алюминиевого сплава: рабочий ремень сердечника формы ниже, чем рабочий ремень нижнего отверстия формы, а эффективная длина рабочего ремня стержня формы слишком коротка. Метод коррекции: поместите проставочное кольцо между сердечником формы и нижней формой так, чтобы рабочий ремень стержня формы находился на той же высоте, что и нижний ремень для калибровки отверстий формы под нагрузкой. При этом такая же толщина уменьшается на выходе из нижней формы.
2) Причины выпуклости стенки полого профиля из алюминиевого сплава: форма использовалась слишком долго, рабочий ремень сердечника формы сильно изношен, появляются канавки и увеличивается сопротивление трению. Медленное течение металла приводит к вздутию стенки полого профиля. Метод коррекции: Если позволяет допуск на толщину стенки профиля, можно напилить или отполировать поверхность рабочего пояса стержня формы для уменьшения сопротивления трения; Если износ рабочей ленты стержня формы серьезный и толщина стенки профиля достигла верхнего отклонения, форму можно предварительно нагреть примерно до 300°C, отремонтировать сваркой форму стержня формы, затем напилить ее до необходимого размера и отполировать. перед использованием; Если рабочий ремень стержня формы не изношен, запилите внешнее препятствие и внутренний застой рабочего ремня стержня формы. Вот и все.
3. Поверхностные полосы на профилях из алюминиевых сплавов.
На внешней поверхности экструдированных профилей появляются полосы, которые становятся более заметными после анодирования. Чаще всего этот дефект проявляется на деталях с большими перепадами толщины стенок профиля, приварных частях металла под шунтирующим мостом, а также на тыльной стороне с «ответвлениями» и резьбовыми отверстиями с внутренней стороны.
причина:
1) «Ветви» и резьбовые отверстия на внутренней стороне профиля вызывают появление полос на поверхности из-за недостаточной или избыточной подачи металла;
2) Полосы на поверхности профиля, возникшие в зоне сварки под шунтирующей перемычкой формы;
3) Проблемы при проектировании поперечного сечения профиля. Из-за большой разницы в толщине стенок профиля части, где длина рабочего ремня внезапно меняется, после анодирования будут иметь полосообразную разницу в цвете;
4) Из-за недостаточной охлаждающей способности машины после анодирования появляются черные полосы;
5) Качество самой литой заготовки неудовлетворительное, что влияет на разницу в цвете полос после анодирования экструдированного материала.
Метод коррекции:
1) Проверить, нет ли на декоративной поверхности профиля по чертежам заказчика больших различий в толщине стенок, ответвлений и резьбовых отверстий;
2) Шунтирующая перемычка должна быть спроектирована на недекоративной поверхности профиля. При обеспечении прочности формы сварочная камера должна быть как можно большего размера, чтобы металл мог образовывать достаточное гидростатическое давление;
3) Для труб большого диаметра или форм для полых профилей большого размера на охватываемой форме может быть предусмотрена верхняя сварочная камера;
4) Для «ветвей» или полос на резьбовых отверстиях на внутренней стороне профиля метод ремонта формы заключается в полировке рабочего ремня с отверстиями в форме этих деталей, их гладкой полировке или изменении или уменьшении радиуса перехода соединения этих деталей. части;
5) Иногда полосы образуются самим литейным материалом, что требует равномерной температуры нагрева и тщательного гомогенизационного отжига;
6) После того, как экструдированный материал выходит из отверстия матрицы, размер его зерна зависит от температуры на входе в зону закалки и скорости охлаждения в зоне закалки. Если температура охлаждения слишком низкая, а скорость охлаждения неравномерная, зерна будут слишком крупными или размер зерен будет неравномерным. Разница в цвете будет более заметна после анодирования, что потребует от оператора своевременной регулировки давления воздуха и охлаждающей воды в системе охлаждения.



 Поддерживается сеть IPv6
Поддерживается сеть IPv6