English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


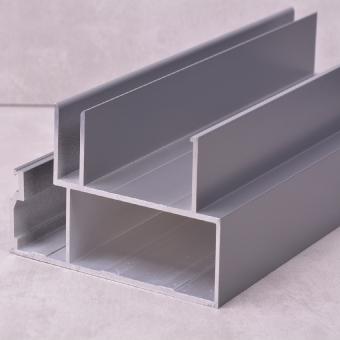
Основные дефекты и причины экструзионных материалов из алюминиевых сплавов
Дефекты обычно относятся к областям, которые не соответствуют стандартам или условиям заказа, что влияет либо на внешний вид, либо на использование продукта. Их можно избежать в производстве, и они являются прямым отражением качества продукции.
Допустимые дефекты, которые влияют только на внешний вид изделия и могут быть устранены путем последующей отделки или обработки, не влияя на его использование, например, загрязнение поверхности, царапины и царапины, не выходящие за пределы допуска, ямки, изгибы, скручивания, плоские зазоры, шелушение, пузырьки, трещины при экструзии, размеры и т. д. Эти дефекты обычно возникают во время экструзии и последующих процессов отделки, упаковки и транспортировки.
Недопустимые дефекты, которые невозможно устранить путем последующей отделки или обработки, такие как грубые кристаллические кольца, расслоение, усадка, плохая сварка, неквалифицированная дефектоскопия, чрезмерная оксидная пленка, металлические и неметаллические шлаки, трещины от термической обработки, пережог или перегрев, например а также чрезмерные царапины и царапины, изгибы, скручивания, плоские зазоры, шелушение, экструзионные трещины, размеры и т. д. Некоторые из этих дефектов унаследованы от металлургического качества, например, неквалифицированный контроль, чрезмерная оксидная пленка, металлические и неметаллические шлаки и т. д. ., а некоторые из них вызваны процессами и причинами плесени в экструзионном производстве.
Загрязнение поверхности, царапины и неровности – слабая забота о качестве при производстве и отсутствие защиты поверхностей продукции; Или возникла проблема со способом упаковки, которая может привести к столкновению или трению во время вращения и транспортировки.
Царапины – рабочая зона формы не тщательно очищена; Рабочая дорожка пресса или пильного станка тщательно не очищается.
Ямчатая поверхность – недостаточная твердость рабочей зоны формы; Температура экструзии слишком высока; Скорость сжатия слишком высокая.
Изгиб, скручивание, плоский зазор – проблемы конструкции пресс-формы; Необоснованная температура или скорость экструзии; Температура закалочной среды слишком низкая; Недостаточное растяжение или другие методы отделки.
Шелушение и пузыри – рыхлые слитки; Размер экструзионной площадки необоснован; Масляные пятна на поверхности слитка или экструзионного цилиндра; Слишком быстрое снижение температуры или скорости.
Сжать трещины – слишком высокая температура или скорость экструзии.
Размер – Необоснованная конструкция пресс-формы; Регулирование скорости экструзии непоследовательно до и после.
Грубое кристаллическое кольцо – неправильный контроль состава сплава; Необоснованная конструкция процесса экструзии; Температура термообработки слишком высока, а время изоляции слишком велико.
Слоистообразование – поверхностные дефекты на слитке, не очищенные точением; Масляные пятна на поверхности слитка или экструзионного цилиндра; Необоснованная конструкция пресс-формы.
Сжимающийся хвост – слишком высокая скорость сжатия; Разница температур между экструзионным цилиндром и слитком велика; Меньше остаточной экструзии или меньше удаления конечной части продукта; На поверхности слитка или экструзионного цилиндра имеются масляные пятна.
Плохая сварка – непродуманная конструкция пресс-формы; Недостаточный тоннаж пресса; Низкая температура экструзии; Малый коэффициент экструзии; Быстрая скорость экструзии; Масляные пятна на экструдированных заготовках, инструментах или формах.
Неквалифицированная дефектоскопия – плохое качество слитка с сильной пористостью, оксидной пленкой, включениями и т.п.; Процесс термообработки нецелесообразен.
Пережог или перегрев – высокая температура нагрева и длительное время до экструзии; Высокая температура экструзии и высокая скорость; Высокая температура нагрева при термообработке.
Избыточная оксидная пленка, металлические и неметаллические примеси – плохое металлургическое качество слитков.
Трещины при термообработке – большая толщина изделия, низкая температура закалочной среды и высокая скорость охлаждения.


 Поддерживается сеть IPv6
Поддерживается сеть IPv6