English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


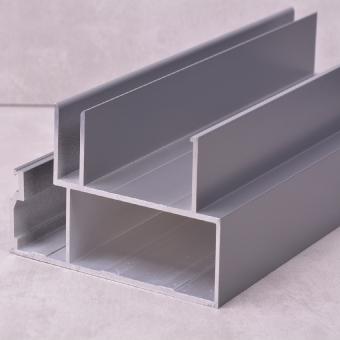
Алюминиевые профили представляют собой алюминиевые материалы с различной формой поперечного сечения, получаемые путем горячего плавления и экструзии алюминиевых стержней. Процесс производства алюминиевых профилей в основном включает три процесса: литье, экструзию и окраску (окраска в основном включает оксидирование, электрофорезное покрытие, напыление фторуглеродом, порошковое напыление и т. д.).
Алюминиевые материалы чрезвычайно нестабильны на воздухе и могут легко образовывать оксидные пленки, которые трудно распознать невооруженным глазом. Из-за различных методов обработки алюминиевых деталей, таких как литье, прямая резка экструдированных листов, прецизионная механическая обработка, термообработка или сварка после различных процессов, поверхность заготовки будет иметь различное состояние и различную степень загрязнения или следов. Следовательно, в процессе предварительной обработки процесс предварительной обработки должен выбираться на основе фактического состояния поверхности заготовки. В процессе предварительной обработки следует обратить внимание на то, что хотя естественная оксидная пленка на поверхности мелкообработанных деталей формируется только первоначально, на необработанной поверхности остается чрезмерно толстый оксидный слой, образующийся в процессе литья, а слой маслянистого спекшегося кокса образуется перед передачей заготовки в процесс термической обработки или сварки. Меры предосторожности при лечении следующие:
(1) Проблемы, которые следует отметить в процессе предварительной обработки деталей с тонкой механической обработкой: хотя естественная оксидная пленка на поверхности деталей с тонкой механической обработкой только что образовалась и ее легко удалить, она жирная, особенно внутри и вокруг проушины (добавлено из-за потребности в смазке во время обработки). Такие детали необходимо предварительно очистить органическим растворителем. Если вы непосредственно используете щелочь, она не только жирная и ее трудно удалить, но и мелко обработанная поверхность не может выдерживать сильную щелочную коррозию в течение длительного времени. Результат также повлияет на шероховатость и допуск поверхности заготовки, что может в конечном итоге стать отходами.
(2) Вопросы, которые необходимо учитывать в процессе предварительной обработки отливки формованных деталей. Не все поверхности литых деталей подвергались механической обработке. Необработанные поверхности имеют чрезмерно толстый оксидный слой, образующийся в процессе литья, а некоторые даже содержат слои песка. При этом первоначальную оксидную пленку в этой области следует сначала удалить с помощью механической или пескоструйной обработки, либо обработать после промывки щелочью. Только так можно удалить первоначальный оксидный слой на необработанном участке и избежать изменения допусков обрабатываемого участка.
(3) В процессе предварительной обработки заготовок, прошедших термическую обработку или сварку, следует обратить внимание на следующие вопросы: в соответствии с технологическими требованиями заготовки должны быть очищены органическими растворителями перед передачей на термическую обработку. или процесс сварки для удаления поверхностных масляных пятен. Однако в настоящее время это, как правило, невозможно. Поэтому на поверхности заготовок образуется слой маслянистого и спекшегося кокса, который трудно удалить в органических растворителях. Если пропитать щелочным раствором, это вызовет местную коррозию, приведет к точечной коррозии или неровностям, что серьезно повлияет на качество продукции. Замочите этот слой коксового материала в концентрированной азотной кислоте, чтобы смягчить его. После того, как коксующийся материал размякнет, слегка промойте его в щелочном растворе, чтобы полностью удалить.
1、 Остаточный воздух, вызванный горячим сдвигом длинного стержня
Поверхность сдвига, образующаяся при термическом сдвиге стержня колонны, абсолютно не совершенна и не вертикальна. Простая горячая резка длинных стержней промышленных алюминиевых профилей может привести к сильному изгибу стержней колонны, что приведет к эллиптическим поперечным сечениям и очень большим закругленным углам на одном конце алюминиевого профиля. Даже с новым типом горячих ножниц с длинными стержнями угол кромки срезанной колонны всегда образует фаски, которые являются хорошими местами для остатков воздуха.
Решение: Проведите стандартные проверки алюминиевых стержней и решительно исключите неквалифицированные алюминиевые стержни.
2、 Опрокидывание вызвало остаточный воздух
Осадка привела к остаточному воздуху. Только когда диаметр цилиндра, содержащего алюминиевые слитки, больше диаметра стержня, стержень может быть помещен внутрь цилиндра, содержащего алюминиевые слитки. После приложения давления к колонне внутри цилиндра алюминиевого слитка, которое вызывает расширение колонны до диаметра цилиндра слитка, переносимый газ необходимо выпустить. Если газ не выпускать, он останется в алюминиевом слитке и превратится в пузырьки.
Решение: настройте прокладки экструдера на основе минимального размера внутренней облицовки экструзионного цилиндра, регулярно заменяйте экструзионный цилиндр, проверяйте коррозию и промывку экструзионного цилиндра и экструзионной площадки, измеряйте внутренний и внешний диаметр экструзионного цилиндра, и настроить соответствующие прокладки экструзии; Очищайте экструзионный цилиндр один раз в смену чистящими салфетками и регулярно выполняйте очистку экструзионного цилиндра от коррозии.
3. Соединение двух алюминиевых стержней ведет к остаточному воздуху.
Из-за соединения двух алюминиевых стержней образовался остаток воздуха. Поскольку поверхность двух коротких стержней в основном плоская, вероятность попадания внутрь воздуха очень мала. На качество пиления напрямую влияет количество воздуха, переносимого между двумя короткими стержнями. В настоящее время существует хай-тек, способный предотвратить соединение двух коротких стержней и исключить возможность попадания воздуха.
Решение: Определите разумную длину алюминиевого стержня на основе параметров процесса, таких как удельный вес профиля и количество разгрузочных частей.
Алюминиевые профили делятся на:
1. Промышленные алюминиевые профили: в основном используются для самолетов, поездов, промышленных радиаторов, автомобилей, электроприборов и т. д.
2. Строительные профили из алюминиевого сплава: в основном используются для изготовления дверей и окон, навесных стен, внутренней и наружной отделки, а также алюминиевых профилей для строительных конструкций.
Алюминиевые профили делятся на:
1. Анодированный алюминий: поверхность профиля анодирована, окрашена электролитическим или органическим способом.
2. Алюминиевый материал, окрашенный электрофорезом: поверхность профиля обработана сочетанием анодирования и электрофоретического окрашивания.
3. Алюминиевый материал с порошковым напылением: поверхность профиля покрыта термореактивным органическим полимерным порошком.
4. Напыление алюминия фторуглеродной краской: поверхность профиля покрыта поливинилиденфторидной краской. В настоящее время широко используемый изоляционный профиль представляет собой тип профиля из алюминиевого сплава, в котором используется сквозная полоса или литой композит.
Ключевые показатели:
1. Качество внешнего вида: Поверхность анодированных профилей не должна иметь дефектов типа электропрожогов или отслоения оксидной пленки, влияющих на их использование; Лакокрасочная пленка электрофорезных, порошковых и фторопластовых профилей после окраски должна быть однородной, аккуратной, гладкой, без дефектов в виде складок, трещин, пузырей, подтеков, включений и отслоений лакокрасочного покрытия, которые могут повлиять на их эксплуатацию. Однако допускается локальное отсутствие пленки в пределах 80 мм от торца профиля. Качество внешнего вида строительных профилей из алюминиевого сплава влияет на декоративность зданий. Поэтому поверхность заводских профилей необходимо покрывать пленкой во избежание появления царапин, ударов и коррозии при транспортировке и штабелировании. Некоторые строительные профили из алюминиевого сплава, имеющиеся на рынке, имеют водоподобные и плесневые пятна во внутренних полостях,
2. Толщина стенки: Толщина стенки профилей является одним из основных факторов, влияющих на прочность обрабатываемых деталей, а основной профиль является несущей частью в машиностроении. Например, малая номинальная толщина стенки основного профиля наружного окна должна быть не менее 1,4 мм.
3. Толщина пленки: поверхностная коррозионная стойкость профилей из экструдированного алюминиевого сплава невелика, и обработка поверхности необходима для повышения коррозионной стойкости, износостойкости и эстетического вида алюминиевого материала. Уровни толщины пленки анодированных алюминиевых материалов делятся на AA10, AA15, AA20 и AA25. Уровни толщины пленки алюминиевых материалов, окрашенных электрофорезом, делятся на ABS. Толщина покрытия на декоративных алюминиевых поверхностях с порошковым напылением составляет ≥ 40 мкм на небольших участках, а толщина покрытия на декоративных алюминиевых поверхностях, окрашенных фторуглеродом, варьируется в зависимости от типа покрытия. Средняя толщина пленки второго покрытия составляет ≥ 30 мкм, средняя толщина пленки третьего покрытия составляет ≥ 40 мкм, а средняя толщина пленки четвертого покрытия составляет ≥ 65 мкм.
4. Химический состав и механические свойства: Химический состав и механические характеристики профилей из алюминиевого сплава варьируются в зависимости от их марки и состояния поставки. Клиенты должны проверять их один за другим на соответствие стандартам (контрактам).
5. Цвет и разница в цвете: различные сорта и состояния поставки сплавов имеют различия в цвете и цвете. При выборе марок сплавов и состояния поставки рекомендуется полностью учитывать влияние несоответствия цветов и цветовых различий на конструкцию здания.
6. Стойкость к коррозии в солевом тумане, стойкость к истиранию, атмосферостойкость, стойкость к строительному раствору и т. д.: это важные технические параметры профилей из алюминиевого сплава, отражающие их характеристики и влияющие на их использование.


 Поддерживается сеть IPv6
Поддерживается сеть IPv6